
µЎ÷Ј£ЇЌяЈњµк –ƒѕє≤Љ√љ÷»эґќ2200Ї≈
µзї∞£Ї0411-85647733
іЂ’ж£Ї0411-85647666
” ±а£Ї116000
Ќш÷Ј£Їwww.wgys.cn
ћЄћЄ÷–ћЉљбєєЄ÷µƒ»»і¶јн«њ»Ќїѓє§“’Љ∞∆䔶”√
ЈҐ≤Љ ±Љд£Ї2024-08-22
’™°°“™£Ї±ЊќƒЄ≈ цЅЋ…ъ≤ъ µЉщ÷–£ђ÷–ћЉљбєєЄ÷µƒ≥£”√»»і¶јн«њ»Ќїѓє§“’£ђ≤Ґ“‘ µјэ≤ы ц∆䔶”√–Ієы£ђ÷Љ‘ЏЌ®єэ µјэ∆фЈҐґЅ’яљбЇѕ„‘ЉЇµƒє§„чљш––єгЈЇµЎЌЎ’є”¶”√°£
єЎЉьі £Ї…ъ≤ъ µЉщ£ї÷–ћЉљбєєЄ÷£ї«њ»Ќїѓє§“’£ї µјэ–Ієы
Ћж„≈їъ–µє§“µµƒњмЋўЈҐ’є£ђ≤ҐѕтЄяЋў°Ґ÷Ў‘Ў°ҐЄяќ¬ЇЌњєƒ•µ»Јљ√ж¬хљш°£“тіЋ£ђґ‘∆дЅг≤њЉюµƒ–‘ƒ№“™«у”ъјі”ъЄя°£‘ЏЅ¶—І–‘ƒ№Јљ√ж£ђ“‘ЌщµƒіЂЌ≥≤ƒЅѕЇЌє§“’ЈљЈ®£ђ≥£≥£ «„Ј«у«њґ»ЇЌ”≤ґ» ±£ђ±Ў–лќю…ь»Ќґ»ЇЌЋ№–‘£ђЈі÷Ѓ“а «°£“тіЋ£ђґ‘”Џƒ«–©“™«у«њґ»ЇЌ»Ќґ»Љж±ЄµƒЅгЉю£ђ≤…”√іЂЌ≥≤ƒЅѕЇЌє§“’ЈљЈ®“—‘ґ‘ґ¬ъ„г≤їЅЋ“™«у°£‘Џ’в—щµƒ±≥Њ∞ѕ¬£ђ≤ƒЅѕЇЌ»»і¶јнє§„ч’я√«Њ≠єэ≈ђЅ¶—–ЈҐЅЋ“ї–© є≤ƒЅѕƒ№«њ»Ќїѓµƒ»»і¶јнє§“’£ђ єЅгЉюЅ¶—І–‘ƒ№«њ»ЌЉж±Є°£
“ї°Ґ≥£”√µƒ»»і¶јн«њ»ЌїѓЈљЈ®Є≈ ц
ƒњ«∞£ђ‘Џ…ъ≤ъ µЉщ÷–≥£”√µƒ»»і¶јн«њ»ЌїѓЈљЈ®£ђњ…іу÷¬єйƒ…ќ™“‘ѕ¬ЉЄЄцЈљ√ж°£
1£©”…”Џ»»і¶јнє§“’µƒіі–¬ЇЌ”¶”√£ђ єіЂЌ≥≤ƒЅѕµƒ–‘ƒ№«±Ѕ¶±їіуіуЈҐЊт≥цјі°£јэ»з£ђ”…”ЏµЌћЉ¬н ѕћеігїрє§“’µƒєгЈЇ”¶”√£ђњ…“‘ єµЌћЉЄ÷їсµ√«њ»ЌЉж”≈µƒ–‘ƒ№£ђ єµЌћЉћЉЋЎЄ÷ЇЌµЌћЉЇѕљрЄ÷‘Џ…ъ≤ъЇЌ…ъїо÷–ЈҐї”Єьіу„ч”√
2£©іЂЌ≥µƒ≤їЌк»Ђігїрє§“’£ђЈҐ’єќ™—«ќ¬ігїрє§“’Їу£ђ є÷–°ҐЄяћЉЄ÷ігїрЉ”»» ±µƒ„й÷ѓ„й≥…Їѕјніо≈дЇЌ–ќћђµƒЄƒ…∆£ђ єігїрЇуµƒ«њґ»≤їљµµЌµƒЌђ ±£ђ»Ќґ»»ііуќ™ћбЄя£ђ“≤ «»»і¶јнє§“’ є–‘ƒ№«њ»Ќїѓ ÷ґќЇЌЈљЈ®÷Ѓ“ї°£
3£© µ±ћбЄяіЂЌ≥µƒЌк»ЂігїрЉ”»»ќ¬ґ»£ђ”…”ЏЄяќ¬∞¬ ѕће÷–µƒћЉЄь≥дЈ÷Њщ‘»їѓ£ђ єµ√ƒ≥–©÷–ћЉЄ÷ЇЌ÷–ћЉЇѕљрЄ÷ігїрЇуїсµ√љѕґаµƒ∞ећх¬н ѕће„й÷ѓЉ∞∆д«њ»Ќ–‘°£
4£©ЄіЇѕµ»ќ¬ігїр£ђµ√µљ¬н ѕћеЇЌ±і ѕћеїмЇѕ„й÷ѓЇЌ«њ»Ќ–‘£ђ‘ЏґаЈљ√жµ√µљ”¶”√°£
5£©њмЋўЉ”»»—≠їЈігїр£ђЅгЉюЊІЅ£ґ»µƒ≥ђѕЄїѓ£ђњ… є«њґ»ЇЌ»Ќ–‘Ќђ ±ћбЄя°£
6£©±і ѕћеµ»ќ¬ігїр£ђ «љѕ‘з„чќ™ћбЄяЅгЉю»Ќґ»µƒ»»і¶јнє§“’ЈљЈ®÷Ѓ“ї°£
7£©‘Џ»Ј±£ЊІЅ£ґ»≤ї≥ђ±кµƒћхЉюѕ¬£ђ µ±ћбЄяігїрќ¬ґ» є„й÷ѓ≥…Ј÷ЄьЉ”Њщ‘»£ђ“≤њ… є«њґ»ЇЌ»Ќ–‘≤їЌђ≥ћґ»µƒћбЄя°£
8£©єЎ”ЏћЉїѓќпµƒ эЅњ°Ґіу–°°Ґ–ќћђЉ∞Ј÷≤Љґ‘«њ»Ќ–‘”∞ѕмµƒ—–ЊњЇЌ”¶”√£ђ“≤ «Ї№÷Ў“™µƒ“їЄцЈљ√ж°£
∆д÷–£ђ—«ќ¬ігїр°ҐЄяќ¬ігїр°ҐњмЋўЉ”»»—≠їЈігїр“‘Љ∞ЄіЇѕі¶јнµ»£ђ‘Џ÷–ћЉљбєєЄ÷µƒ«њ»Ќїѓ”¶”√Јљ√жµ√µљЄьґаµƒ ‘—й—–ЊњЇЌ”¶”√°£
ґю°Ґ÷–ћЉљбєєЄ÷÷∆µд–ЌЉюµƒ«њ»Ќїѓ µјэ
јэ1. —«ќ¬ігїр‘Џ45Є÷÷∆≤с”Ќїъ¬Ё÷щ…ѕµƒ”¶”√
45Є÷—«ќ¬ігїрє§“’ ‘—й±н√ч£ђ∆д„оЉ—ігїрќ¬ґ»ќ™760°Ђ780°ж£ђ±£ќ¬ ±Љд±»≥£єжігїр“™—”≥§1/2°Ђ1/3£ђїЎїрќ¬ґ»±»≥£єжігїрµƒ“™µЌ20°Ђ30°ж°£
јэ»з£ђґ‘45Є÷÷∆¬Ё÷щљш––є§“’ ‘—й±н√ч£ђљЂігїрќ¬ґ»і”≥£єж850°жљµµљ790°жЉ”»»ЇуЋЃ÷–јд»і”≤ґ»ќ™59°Ђ61 HRC£ђ»‘”–…ўЅњњ™Ѕ—£ї≤…”√770°ж—«ќ¬Љ”»»ігїр£ђ”≤ґ»њЎ÷∆‘Џ56°Ђ58 HRC ±њ…Ќк»Ђ±№√вњ™Ѕ—ѕ÷ѕу°£
‘ў»з£ђґ‘љЎ√жЇс±°ѕа≤о–ь вµƒ45Є÷÷∆Ѕђљб≈ћє§“’ ‘—й±н√ч£ђ≤…”√800°жЉ”»»ЇуЋЃіг/”ЌјдµƒЋЂ“Їігїр£ђљЎ√жЇсµƒ≤њЈ÷”–ѕ»ќц≥цћъЋЎће°£»зєыігїр«∞‘цЉ”860°ж’эїр£ђ»їЇу‘Џ760°Ђ770°жЉ”»»÷±љ””ЏЋЃ÷–јдЌЄ£ђ”≤ґ»°Ё53 HRC£ђќёЅ—ќ∆£ђ…х÷ЅЈµє§1°Ђ2іќ“≤ќёЅ—ќ∆°£
ƒњ«∞£ђ45Є÷µƒ—«ќ¬ігїр“—‘Ћ”√µљ≤с”Ќїъµƒ–нґаЅгЉю…ѕ£ђ»з∆ыЄ„Є«°Ґ¬ЁƒЄ°Ґµж∆ђ°Ґ¬Ё÷щЇЌЅђљ”≈ћµ»°£
јэ2. …шћЉЇу—«ќ¬÷±љ”ігїр‘Џ25MnTiBЄ÷÷∆≥Ё¬÷…шћЉЇуµƒ”¶”√
≥Ё¬÷…шћЉ-—«ќ¬÷±љ”ігїрµƒ ‘—й—–Њњ£ђ÷Љ‘ЏЉх–°…шћЉ≥Ё¬÷µƒігїр±д–ќ£ђ≤ҐћбЄя∆дЅ¶—І–‘ƒ№£ђі”ґш”–÷ъ”ЏћбЄя≥Ё¬÷„∞≈дЊЂґ»ЇЌ‘Ћ„™ ±µƒ І–ІњєЅ¶£ђ—”≥§∆д є”√ ў√ь°£є§“’ ‘—йљбєы±н√ч£ђ‘Џ µ—й “ЇЌ…ъ≤ъћхЉюѕ¬Ћщ»°µ√µƒ≥х≤љљбєы”лјн¬џЈ÷ќцїщ±Њ“ї÷¬£ђЉі≥Ё¬÷∆шће…шћЉЇу£ђЋж¬ѓјд»іµљ740°Ђ760°жљш––—«ќ¬÷±љ”ігїр£ђњ…“‘їсµ√ ЃЈ÷ЅЉЇ√µƒљрѕа„й÷ѓЇЌ”≤ґ»£ђ∆дЌї≥ц–Ієы «Љх–°ЅЋігїр±д–ќ°£
є§“’ ‘—йєэ≥ћЈҐѕ÷£ђ…шћЉ≥Ё¬÷—«ќ¬÷±љ”ігїрњ…√чѕ‘µЎљµµЌ≥Ё¬÷…шћЉ≤г÷–µƒћЉїѓќпЇЌ≤–Ѕф∞¬ ѕћеµƒµ»Љґ£ђ«“±н√жЇЌ–ƒ≤њ”≤ґ»Њщ”–ћбє©µƒ«ч ∆°£25MnTiBRЄ÷÷∆Ќѕј≠їъƒЏ≥Ё»¶…шћЉ-—«ќ¬÷±љ”ігїр£®ЌЉ1£©µƒ≥х≤љ…ъ≤ъ µЉщ±н√ч£ђ’в“їє§“’њ…ќ™љвЊц…шћЉЄ÷÷∆≥Ё¬÷ігїр±д–ќћб≥ц“їЄц–¬ЌЊЊґ°£
ЌЉ1 ƒЏ≥Ё»¶љбєєЇЌєжЄс
÷ ЅњЉм≤вљбєы£Ї…шћЉ≤г…оќ™0.9°Ђ1.4mm£ї±н√ж”≤ґ»ќ™58°Ђ64 HRC£ї–ƒ≤њ”≤ґ»ќ™35°Ђ48 HRC£їљрѕа„й÷ѓЈыЇѕѕаєЎ±к„Љ£®JB1636£©µƒєжґ®£їЌ÷‘≤ґ»ЇЌ≤ї∆љґ»Њщ≤їіу”Џ0.20mm°£
јэ3. —«ќ¬ігїр‘Џ40CrЄ÷÷∆іу÷±ЊґЅгЉю…ѕµƒ”¶”√
іу÷±Њґ40Cr‘≤Є÷∞фігїр ±ЌщЌщіг≤ї”≤£ђјэ»з÷±Њґ¶µ60mmµƒЄ÷Ѕѕ£ђ860°жЉ”»»”ЌігЇу±н√ж”≤ґ»“ї∞г‘Џ28°Ђ35HRC÷ЃЉд£ђ∆д„й÷ѓќ™Ќ– ѕћеќ™÷ч£ђћъЋЎћељѕґа£ђ¬н ѕћеЇ№…ў£ђЅ¶—І–‘ƒ№љѕ≤о°£‘§≤в µ ©—«ќ¬ігїр£ђ“‘ЋЃіъ”Ќ”и“‘јд»і£ђ‘тњ…ƒ№љвЊц”≤їѓќ ћв.°£
‘—йє§“’£ЇЉ”»»µљ800°ж£ђ±£ќ¬90°Ђ120min£ђјд»іµљ750°ж£®∆дAc3=775°ж£©ЋЃјд£ђ±н√ж”≤ґ»њ…іп55HRC£ђіг”≤≤гќ™15mm“‘…ѕ°£
‘Џ µЉ …ъ≤ъ÷–£ђґ‘40CrЄ÷÷∆÷±Њґ¶µ60°Ѕ422mmµƒЌѕј≠їъїЎ„™÷б£ђ∞і…ѕ цє§“’љш––»»і¶јн£ђ„∞їъ‘Ћ„™ЉЄƒкјі–‘ƒ№“ї÷±ќ»ґ®°£
»зЋщ÷™£ђ40CrЄ÷Ќк»Ђігїр≤…”√ЋЃјдЌ®≥£“„≤ъ…ъЅ—ќ∆£ђµЂ‘Џ—«ќ¬ігїрЋЃјдЇу£ђ”…”Џ„й÷ѓ÷–”–“їґ® эЅњµƒЋ№–‘Ї√µƒћъЋЎћеіж‘Џ£ђґ‘ігїр”¶Ѕ¶∆р„≈їЇ≥е„ч”√£ђЋщ“‘≤ї“„њ™Ѕ—°£
„ ЅѕЋщ‘ЎЇЌ±Њ ‘—йЊщ±н√ч£Ї40CrЄ÷µƒ—«ќ¬ігїр„о–°≤їЅ—≥яізќ™25mm°£є ÷±Њґіу”Џ25mmµƒ40CrЄ÷‘≤∞фЊщњ…≤…”√—«ќ¬ігїр°£
јэ4. —«ќ¬ігїр‘ЏљµµЌ20Є÷ј≠љ¬Љ”є§і÷‘мґ»…ѕµƒ”¶”√
‘д—“їъћ„є№≤…”√20Є÷Є÷є№ј©њ„Їуј≠ѕчЇЌљ¬ѕч≥…–Ќ£ђ∆ді÷≤Џґ»“™«уRa =1.6¶ћm,”…”ЏЄ√Љюґ‘«њґ»°Ґ”≤ґ»ќёћЎ в“™«у£ђ»ф≤їЊ≠»»і¶јнїтЊ≠900°ж’эїрЊщіп≤їµљі÷≤Џґ»“™«у£ї»фЊ≠900°Ђ920°жЉ”»»£ђ‘Џ10%NaCl£®÷ ЅњЈ÷ э£©ЋЃ»№“Ї÷–јд»і£ђїЎїрµљ25°Ђ30HRC£ђЋд»їј≠ѕчЇЌљ¬ѕчі÷≤Џґ»¬ъ„г“™«у£ђµЂ≈§«ъ±д–ќ—ѕ÷Ў£їƒв≤…”√—«ќ¬ігїрљвЊц±д–ќќ ћв°£
»зЋщ÷™£ђ—«ќ¬ігїр”–Ѕљ÷÷Љ”»»Јљ љ£®¬‘£©°£є§“’ ‘—й±н√ч£ЇЅљ÷÷Љ”»»Јљ љµƒ—«ќ¬ігїр£ђ≤Ґ‘Џ250°жїЎїрЇу£ђ∆д±н√жі÷≤Џґ»Њщњ…¬ъ„г“™«у£ђµЂњЉ¬«±№√в„й÷ѓ÷–≥цѕ÷ћЂґаћъЋЎћеґш”∞ѕм∆дЅ¶—І–‘ƒ№£ђЋщ“‘≤…”√900°Ђ920°жЉ”»»…‘Љ”‘§јдЇу‘Џ10%NaCl£®÷ ЅњЈ÷ э£©ЋЃ»№“Ї÷–јд»і°£
»эƒкґаµƒ µЉщ÷§√ч£ђ≤…”√—«ќ¬ігїрґ‘Љх–°±д–ќЇЌµґЊяƒ•Ћр£ђљµµЌј≠ѕчЇЌљ¬ѕчµƒі÷‘мµƒ «––÷Ѓ”––Іµƒє§“’°£
јэ5. Єяќ¬ігїр‘Џ3Cr2W8VЄ÷÷∆—є÷эƒ£…ѕµƒ”¶”√
3Cr2W8VЄ÷÷∆¬ЅЇѕљрЌвњ«—є÷эƒ££ђЊ≠≥£єжє§“’1050°Ђ1100°жігїрЇЌ600°жїЎїрЇу£ђ є”√ ў√ьљц”–3°Ђ4ЌтЉю°£≤…”√1180°жЄяќ¬ігїрЇЌ600°ж°Ѕ30hµƒїЎїрЇу£ђ”≤ґ»50°Ђ52HRC£ђ є”√ ў√ьіп10Ќтіќ“‘…ѕ°£
‘—й±н√ч£ђЋж„≈ігїрЉ”»»ќ¬ґ»…эЄя£ђЄ÷µƒ»»∆£јЌ«њґ»‘ціу£ђµ±ќ¬ґ»‘ц÷Ѕ1180°ж ±£ђ»»∆£јЌњєЅ¶іпµљ„оіу÷µ°£Љћ–ш…эЄяќ¬ґ»»»∆£јЌњєЅ¶њ™ Љѕ¬љµ£ђЅ—ќ∆ј©’єЋў¬ Љ”њм°£їЎїрє§“’ ‘—й±н√ч£ђ∆дќ¬ґ»≥ђєэ600°ж£ђ»»∆£јЌњєЅ¶њ™ Љѕ¬љµ°£
’э љЌґ≤ъµƒ»»і¶јнє§“’ќ™£Ї600°жµЌќ¬‘§»»ЌЄ…’Їу£ђЋж¬ѓ…э÷Ѕ850°жЌЄ…’ЇуЉћ–ш…э÷Ѕ1180°жЌЄ…’Їу£ђіг»л”Ќ÷–јд»і÷Ѕ200°ж„у”“≥ц”Ќњ’јд£ї600°ж°Ѕ2h°Ѕ2іќїЎїр°£
јэ6.Єяќ¬ігїр‘Џ5CrMnMoЄ÷÷∆–°–Ќ»»ґЌƒ£…ѕµƒ”¶”√
ЊЁ„ ЅѕЋщ‘Ў£ђЄя«њґ»÷–ћЉЇѕљрљбєєЄ÷Њ≠≥ђЄяќ¬ігїрЉ”»»Їу£ђњмјд–ќ≥…µƒ∞ећх¬н ѕће„й÷ѓ£ђњ… є∆дґѕЅ—»Ќ–‘√чѕ‘ћбЄя£їЅнЊЁ±®µј£ђ5CrMnMoЄ÷÷∆»»ґЌƒ£ігїрЉ”»»ќ¬ґ»і”іЂЌ≥µƒ850°ж„у”“ћбЄяµљ890°ж”ЌјдЇу∆д≥еїч»Ќ–‘“≤√чѕ‘ћбЄя°£
Ќ®єэ…ъ≤ъћхЉюѕ¬µƒє§“’ ‘—йЇЌ µЉ …ъ≤ъ—й÷§ЅЋ…ѕ ц±®µјµƒњ…њњ–‘£Ї
£®1£©ћбЄяігїрЉ”»»ќ¬ґ»µљ890°ж£ђњ… є5CrMnMoЄ÷÷∆Єяґ»ќ™280mmµƒ»»ґЌƒ£„й÷ѓ≥ ѕ÷ѕЄ∞ећх¬н ѕћеќ™÷чµƒїмЇѕ¬н ѕће°£‘ЏЄ√ќ¬ґ»ѕ¬—”≥§±£ќ¬ ±Љд£ђ≤ї‘м≥…„й÷ѓѕ‘÷ші÷їѓ°£
£®2£©890°жµƒЄяќ¬Љ”»»”Ќјдігїр£ђЊ≠500°жїЎїрЇу£ђњ… є5CrMnMoЄ÷µƒ«њґ»°ҐЋ№–‘Љ∞»Ќ–‘£ђћЎ±р «ґѕЅ—»Ќ–‘µ»„џЇѕЅ¶—І–‘ƒ№∆’±йћбЄя°£µЂЉ”»»ќ¬ґ»єэЄя£ђїт±Њ÷ ѕЄЊІЅ£Є÷‘ЏЊІЅ£ѕ‘÷ш‘ціуµƒќ¬ґ»“‘…ѕ£ђ—”≥§±£ќ¬ ±ЉдґЉїбµЉ÷¬ґѕЅ—»Ќ–‘љµµЌ°£
£®3£©ћбЄя5CrMnMoЄ÷÷∆»»ґЌƒ£ігїрЉ”»»ќ¬ґ»£ђ≤…»°‘§јдµ»є§“’іл ©£ђ≤їїбµЉ÷¬ƒ£Њя±д–ќЇЌњ™Ѕ—Љ”Њз°£
£®4£©ґ‘5CrMnMoЄ÷÷∆»»ґЌƒ££ђ≤…”√890°жігїрЉ”»»£ђ”л≤…”√850°жігїрЉ”»»є§“’±»љѕ£ђ≤ї¬џ‘Џ…ъ≤ъ÷№∆ЏЇЌƒ№ЅњѕыЇƒЈљ√ж£ђїє «‘Џ„й÷ѓ–‘ƒ№Јљ√ж£ђґЉЊя”–»Ђ√жµƒ”≈‘љ–‘°£
јэ7.Єяќ¬ігїр‘Џ3Cr2W8VЄ÷÷∆—є÷эƒ£…ѕµƒ”¶”√
3Cr2W8VЄ÷÷∆¬ЅЇѕљрЌвњ«—є÷эƒ££ђЊ≠≥£єжє§“’1050°Ђ1100°жігїрЇЌ600°жїЎїрЇу£ђ є”√ ў√ьљц”–3°Ђ4ЌтЉю°£≤…”√1180°жЄяќ¬ігїрЇЌ600°ж°Ѕ30hµƒїЎїрЇу£ђ”≤ґ»50°Ђ52HRC£ђ є”√ ў√ьіп10Ќтіќ“‘…ѕ°£
‘—й±н√ч£ђЋж„≈ігїрЉ”»»ќ¬ґ»…эЄя£ђЄ÷µƒ»»∆£јЌ«њґ»‘ціу£ђµ±ќ¬ґ»‘ц÷Ѕ1180°ж ±£ђ»»∆£јЌњєЅ¶іпµљ„оіу÷µ°£Љћ–ш…эЄяќ¬ґ»»»∆£јЌњєЅ¶њ™ Љѕ¬љµ£ђЅ—ќ∆ј©’єЋў¬ Љ”њм°£їЎїрє§“’ ‘—й±н√ч£ђ∆дќ¬ґ»≥ђєэ600°ж£ђ»»∆£јЌњєЅ¶њ™ Љѕ¬љµ°£
’э љЌґ≤ъµƒ»»і¶јнє§“’ќ™£Ї600°жµЌќ¬‘§»»ЌЄ…’Їу£ђЋж¬ѓ…э÷Ѕ850°жЌЄ…’ЇуЉћ–ш…э÷Ѕ1180°жЌЄ…’Їу£ђіг»л”Ќ÷–јд»і÷Ѕ200°ж„у”“≥ц”Ќњ’јд£ї600°ж°Ѕ2h°Ѕ2іќїЎїр°£
јэ8.Єяќ¬ігїр‘Џ5CrMnMoЄ÷÷∆–°–Ќ»»ґЌƒ£…ѕµƒ”¶”√
ЊЁ„ ЅѕЋщ‘Ў£ђЄя«њґ»÷–ћЉЇѕљрљбєєЄ÷Њ≠≥ђЄяќ¬ігїрЉ”»»Їу£ђњмјд–ќ≥…µƒ∞ећх¬н ѕће„й÷ѓ£ђњ… є∆дґѕЅ—»Ќ–‘√чѕ‘ћбЄя£їЅнЊЁ±®µј£ђ5CrMnMoЄ÷÷∆»»ґЌƒ£ігїрЉ”»»ќ¬ґ»і”іЂЌ≥µƒ850°ж„у”“ћбЄяµљ890°ж”ЌјдЇу∆д≥еїч»Ќ–‘“≤√чѕ‘ћбЄя°£
Ќ®єэ…ъ≤ъћхЉюѕ¬µƒє§“’ ‘—йЇЌ µЉ …ъ≤ъ—й÷§ЅЋ…ѕ ц±®µјµƒњ…њњ–‘£Ї
£®1£©ћбЄяігїрЉ”»»ќ¬ґ»µљ890°ж£ђњ… є5CrMnMoЄ÷÷∆Єяґ»ќ™280mmµƒ»»ґЌƒ£„й÷ѓ≥ ѕ÷ѕЄ∞ећх¬н ѕћеќ™÷чµƒїмЇѕ¬н ѕће°£‘ЏЄ√ќ¬ґ»ѕ¬—”≥§±£ќ¬ ±Љд£ђ≤ї‘м≥…„й÷ѓѕ‘÷ші÷їѓ°£
£®2£©890°жµƒЄяќ¬Љ”»»”Ќјдігїр£ђЊ≠500°жїЎїрЇу£ђњ… є5CrMnMoЄ÷µƒ«њґ»°ҐЋ№–‘Љ∞»Ќ–‘£ђћЎ±р «ґѕЅ—»Ќ–‘µ»„џЇѕЅ¶—І–‘ƒ№∆’±йћбЄя°£µЂЉ”»»ќ¬ґ»єэЄя£ђїт±Њ÷ ѕЄЊІЅ£Є÷‘ЏЊІЅ£ѕ‘÷ш‘ціуµƒќ¬ґ»“‘…ѕ£ђ—”≥§±£ќ¬ ±ЉдґЉїбµЉ÷¬ґѕЅ—»Ќ–‘љµµЌ°£
£®3£©ћбЄя5CrMnMoЄ÷÷∆»»ґЌƒ£ігїрЉ”»»ќ¬ґ»£ђ≤…»°‘§јдµ»є§“’іл ©£ђ≤їїбµЉ÷¬ƒ£Њя±д–ќЇЌњ™Ѕ—Љ”Њз°£
£®4£©ґ‘5CrMnMoЄ÷÷∆»»ґЌƒ££ђ≤…”√890°жігїрЉ”»»£ђ”л≤…”√850°жігїрЉ”»»є§“’±»љѕ£ђ≤ї¬џ‘Џ…ъ≤ъ÷№∆ЏЇЌƒ№ЅњѕыЇƒЈљ√ж£ђїє «‘Џ„й÷ѓ–‘ƒ№Јљ√ж£ђґЉЊя”–»Ђ√жµƒ”≈‘љ–‘°£
јэ9.µ»ќ¬ігїр‘Џ3Cr2W8VЄ÷÷∆Љв„м«ѓ»»—єƒ£…ѕµƒ”¶”√
3Cr2W8VЄ÷÷∆Љв„м«ѓ»»—єƒ£≥яізќ™75mm°Ѕ75mm°Ѕ105mm.‘≠јі»»і¶јнє§“’ќ™£Ї590°Ђ610°ж‘§»»90minЇу…эќ¬µљ1090°Ђ1100°ж±£ќ¬45min”Џ”Ќ÷–јд»і£ђ‘Љ200°Ђ300°ж≥ц”Ќњ’јд°£ЋжЇуЊ≠620°ж°Ѕ4h°Ѕ2іќїЎїр°£і¶јнЇу”≤ґ»ќ™38°Ђ40 HRC£ђ‘Џƒ¶≤Ѕ—єЅ¶їъ…ѕ є”√ ў√ьќ™4000Љю„у”“£ђ∆д І–ІћЎ’чќ™»»∆£јЌєкЅ——ѕ÷Ў£ђѕ‘ Њƒ£Њя–Ќ«ї»Ќ–‘≤ї„г°£
ќ™ЅЋћбЄя∆д≥еїч»Ќ–‘£ђ≤…”√±і ѕћеµ»ќ¬ігїр£Ї200°ж°Ѕ60min…э÷Ѕ560°ж°Ѕ40minЅљґќ‘§»»ЇуЉћ–ш…эќ¬µљ1050°Ђ1060°ж°Ѕ30minЉ”»»£ђЋжЇу‘§јдµљ950°ж„™»л280°ж°Ѕ5minµƒѕх—ќ‘°µ»ќ¬Їуњ’јд£ђ„оЇу‘Џ380°ж°Ѕ240minїЎїр°£Њ≠…ѕ ці¶јнµƒƒ£Њя є”√ ў√ьћбЄяµљ20000Љю£ђЉіћбЄяќе±ґ„у”“°£
јэ10.µ»ќ¬ігїр‘ЏCrWMnЄ÷÷∆ЊЂ√№„÷њйЌєƒ£…ѕµƒ”¶”√
CrWMnЄ÷÷∆ЊЂ√№„÷њйЌєƒ£µƒ»»і¶јн£Ї „ѕ»Ќњƒ®Јј—хїѓЌњЅѕ≤ҐЇжЄ…Їу£ђ„∞‘Џ£®600°Ђ650£©°ж±£ќ¬25°Ђ35minµƒѕд љ¬ѓ÷–‘§»»£ђ»їЇуљЂ¬ѓќ¬…эЄяµљ790°Ђ800°ж±£ќ¬20minЇуЅҐЉііг»л190°жѕх—ќ‘°µ»ќ¬±£≥÷15°Ђ20minЇуњ’јд°£„оЇуЊ≠180°Ђ200°ж±£≥÷2hЇуњ’јдµƒїЎїр°£
Є√CrWMnЄ÷÷∆Ќєƒ£‘≠є§“’ќ™£Ї820°жЉ”»»ЌЄ…’Їу”Ќјд£ђ180°ж±£≥÷2hїЎїр£ђ”≤ґ»ќ™60°Ђ62 HRC£ђ є”√ ў√ьќ™4000°Ђ5000Љю£ђ І–ІћЎ’чќ™іаЅ—°£Ј÷ќц»ѕќ™ «≥еїч»Ќ–‘≤ї„гЋщ÷¬°£Ќђ“їЌєƒ£Єƒ”√…ѕ цµ»ќ¬ігїрЇу£ђ”≤ґ»ќ™58°Ђ59 HRC£ђ є”√ ў√ьћбЄяµљ4.5°Ђ12ЌтЉю£ђЉЄЇх≤ї‘ўЈҐ…ъіаЅ—°£
CrWMnЄ÷÷∆–°–ЌЌєƒ£≤…”√µЌќ¬ґћ ±Љ”»»µ»ќ¬ігїрЇу£ђњ…їсµ√µЌћЉ¬н ѕће”лѕЄ–°∆ђ„і¬н ѕћеїмЇѕ„й÷ѓ£ђЋд»ї”≤ґ»…‘–нљѕµЌ£ђµЂ»Ќ–‘√чѕ‘ћбЄя£ђ“тіЋњ…ѕ‘÷шћбЄяƒ£Њя є”√ ў√ь°£
јэ11.µ»ќ¬ігїр‘ЏCr12MoVЄ÷÷∆єцЋњƒ£…ѕµƒ”¶”√
Cr12MoVЄ÷÷∆єцЋњƒ£µƒ≥£єжігїрїЎїрє§“’ќ™£ЇљЂ∆д„∞»л Ґ”–÷эћъ–Љµƒћъѕд÷–£ђ»їЇуЋж¬ѓ…эќ¬µљ540°Ђ560°ж£ђ≤Ґ∞і2min/mmЉ∆Ћг±£ќ¬ ±Љд”и“‘‘§»»£ђЋжЇу‘ў…эќ¬µљ980°Ђ1000°ж£ђ≤Ґ±£ќ¬120min£ђ‘Џ”Ќ÷–ігїрјд»і;‘Џ180°Ђ200°ж±£≥÷3.5°Ђ4.0minњ’јдїЎїр°£
≥£єжігїрїЎїрЇуµƒ є”√ ў√ьќ™0.5°Ђ1.0ЌтЉю°£∆д÷ч“™ І–І–ќ љќ™—ѕ÷Ўµф—ј°£Ј÷ќц»ѕќ™ «≥еїч»Ќ–‘љѕ≤оµƒ‘µє °£ќ™ћбЄя∆д»Ќ–‘≤…”√µ»ќ¬ігїр£Ї
£®1£©540°Ђ560°ж£ђ≤Ґ∞і2min/mmЉ∆Ћг±£ќ¬ ±Љд”и“‘‘§»»£ђЋжЇу‘ў…эќ¬µљ1000°ж£ђ≤Ґ±£ќ¬120min£ђЋжЇуіг»л280°жµƒ»џ»Џѕх—ќ÷–±£≥÷4hµ»ќ¬ігїрЇуњ’јд£ї„оЇу‘Џ400°ж±£≥÷1.0°Ђ1.5hїЎїр£ђ”≤ґ»ќ™54°Ђ56HRC°£”√єцЋњƒ£Љ”є§45Є÷÷∆¬ЁЋњ£ђ є”√ ў√ь”…‘≠јі≥£єжі¶јнµƒ0.5°Ђ1.0ЌтЉюћбЄяµљ5°Ђ8ЌтЉю£ђЉіћбЄя4°Ђ5±ґ°£
јэ12.ЄіЇѕµ»ќ¬ігїр‘Џ6CrW2SiЄ÷÷∆јдЉфµґ…ѕµƒ”¶”√
2000kNјдЉфїъ”√µƒ6CrW2SiЄ÷÷∆Љф»–£ђ∆дЌв–ќ≥яізќ™650mm°Ѕ150mm°Ѕ50mm°£ЄщЊЁЉф»–є§„чћхЉю£ђ»–њЏ–и“™”–„гєїЄяµƒ«њґ»ЇЌ”≤ґ»£ђЌђ ±їє–и“™“їґ®µƒ»Ќ–‘ЇЌЋ№–‘£ђЉіЊя”–ЅЉЇ√µƒ«њ»Ќ–‘ЇЌƒЌƒ•–‘°£
£®1£© І–ІЈ÷ќц£ЇЉф»– є”√єэ≥ћ÷ч“™ І–І–ќ љќ™±ј»–ЇЌµфњй°£ µЉ «йњц «“їЄц∞а∆љЊщ“™±®Јѕ2°Ђ3Є±Љф»–£ђµЉ÷¬≤ў„ч’яјЌґѓ«њґ»іуіу‘цЉ”°Ґ…ъ≤ъ–І¬ љµµЌ°Ґ≥…±ЊћбЄя°£ќ™іЋ£ђљш––ЅЋ÷Ў“™Єƒљш°£
£®2£©»»і¶јнє§“’£ЇЉ”»»«∞ЌњЈј—хїѓЌњЅѕ£ђЇжЄ…Їу‘Џ940°жЉ”»»90minЇуіг”Ќ£ђјд»іµљMsµг…‘–нЌ£Ѕф£ђ є∆д≤ъ…ъ…ўЅњ¬н ѕћеЇу—ЄЋў„™»л260°жѕх—ќ‘°÷–±£≥÷45minњ’јд£ђ“‘∆Џїсµ√љѕґаµƒѕ¬±і ѕће„й÷ѓ°£„оЇуљш––260°жЉ”»»±£≥÷90ninЇуњ’јдµƒїЎїр°£
£®3£©і¶јн–Ієы£ЇЊ≠…ѕ ці¶јнЇу∆д±д–ќґ»ЉЂ–°£ђ≤ї÷±ґ»”…‘≠јіµƒ1°Ђ2mmљµµљ0.2°Ђ0.3mm£ї”≤ґ»ќ™52°Ђ53HRC°£ є”√ ў√ь”…‘≠јі“їЄц∞а є”√2°Ђ3Є±£ђћбЄяµљ“їЄ±Љф»–Ѕђ–ш є”√3Єц∞а£ђЉі є”√ ў√ьћбЄя5°Ђ8±ґ£ђ∆д І–І–ќ љќ™’э≥£ƒ•ЋрЇЌЊ÷≤њ—єЋъ°£ƒ•ЋрЇуµƒЉф»–њ…“‘»–ƒ•ЇуЉћ–ш є”√°£
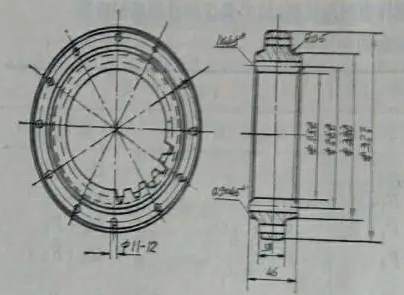
јэ13. ЄіЇѕµ»ќ¬ігїр‘Џ20Cr2Ni4MoVЄ÷÷∆∆ы¬÷їъ„™„”…ѕµƒ”¶”√
ЌЉ2Ћщ Њќ™26Cr2Ni4MoVЄ÷÷∆∆ы¬÷ЈҐµзїъ„™„”µƒЄіЇѕµ»ќ¬ігїрє§“’°£∆ы¬÷ЈҐµзїъ„™„” «їрЅ¶ЈҐµз…и±Є÷–µƒ÷Ў“™іу–ЌЅгЉю°£”…”Џє§„ч ±„™ЋўЄя£ђ‘тјл–ƒЅ¶°Ґ≈§„™”¶Ѕ¶ЇЌЌд«ъ”¶Ѕ¶ЊщЇ№іу°£“тіЋ£ђ“™«у„™„”µƒ’ыЄцљЎ√ж”–Ї№Ї√µƒ«њґ»°ҐЋ№–‘ЇЌ»Ќґ»°£≥£єжі¶јн «’эїр£®єƒЈзјд»і£©+Єяќ¬їЎїр°£∆дљбєыЌщЌщ «„™„”µƒ≥еїч»Ќ–‘£ђћЎ±р ««–ѕт»Ќ–‘љѕµЌ£ђ”– ±«–ѕт…м≥§¬ ≤їЇѕЄс°£…ъ≤ъ÷–≥£≥£Јµ–ё°£≤…”√ЌЉ4-47Ћщ Њє§“’»°µ√Ї№Ї√–Ієы°£∆д÷–£ђЋЃјд‘цЉ”ЅЋ–ƒ≤њ«њґ»£ђµ»ќ¬і¶јн»Ј±£∆д«њ»Ќ–‘£ђЄіЇѕµ»ќ¬ігїрЇуµƒµЌћЉ¬н ѕћеЇЌ±і ѕћеїмЇѕ„й÷ѓ£ђќ™Єяќ¬їЎїрµмґ®ЅЉЇ√їщі°°£Њ≠…ѕ ці¶јнЇу£ђ±»‘≠”–є§“’µƒі¶јнљбєыѕа±»£ђЄчѕоЅ¶—І–‘ƒ№÷Є±кћбЄя‘Љ4%°Ђ25%£ђћЎ±р ««ьЈю«њґ»іуЈщґ»ћбЄя£ђіа–‘„™±дќ¬ґ»іуЈщґ»љµµЌ£ђіпµљЅЋ„™„”µƒЉЉ х“™«у°£
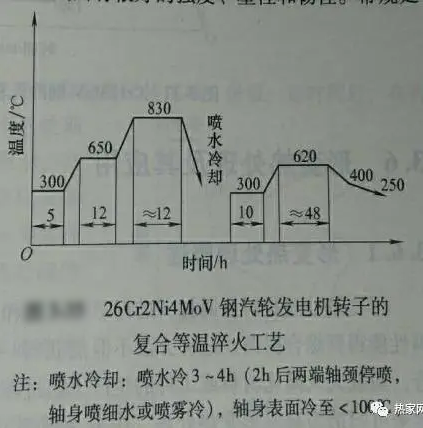
ЌЉ2 26Cr2Ni4MoVЄ÷∆ы¬÷ЈҐµзїъ„™„”ЄіЇѕµ»ќ¬ігїрє§“’
јэ14.65MnЄ÷Ћњ≥ђѕЄЊІЅ£µƒ»»і¶јнє§“’
µѓї… «Єч÷÷їъ–µµƒ÷Ў“™їщі°ЅгЉю£ђ”…”Џ∆дє§„чћхЉюЇЌ≥–‘ЎћЎµгЊцґ®Ћь”¶Њя±Є„гєїµƒ«њ»Ќ–‘ЇЌ∆£јЌ«њґ»°£”–єЎ„ Ѕѕ ѕ‘ Њ£Їµѓї…Є÷µƒ«ьЈю«њґ»”лЊІЅ£ґ»”–÷±ѕяєЎѕµ£ђЉіЊІЅ£ґ»‘љѕЄ£ђ∆д«ьЈю«њґ»‘љЄя£їЌђ ±£ђЊЁ„ Ѕѕ±®µј£Ї≤…”√њмЋўЉ”»»їсµ√≥ђѕЄЊІЅ£ «ћбЄяЄ÷≤ƒ«њ»Ќ–‘µƒ“їЄц÷Ў“™ЌЊЊґ£ђ’в≤їљцƒ№ћбЄяЄ÷≤ƒµƒ«ьЈю«њґ»£ђґш«“ƒ№ћбЄя∆д∆£јЌ«њґ»ЇЌЋ…≥Џ–‘ƒ№°£
ќ™ЅЋ є65Mnµѓї…Є÷Ћњ£®÷±Њґ¶µ2.5mm£©їсµ√≥ђѕЄїѓЊІЅ££ђљш––ЅЋµзљ”і•њмЋўЉ”»»Ј÷Љґігїр ‘—й°£Є÷Ћњ»»і¶јнє§“’≤ќ эќ™£Ї‘§»»ќ¬ґ»400°ж£ђЈ÷Љґќ¬ґ»ќ™380°ж£ђЄ÷Ћњ‘Ћ––Ћўґ»ЇЌЉ”»» ±Љд£ђЈ÷±рќ™150mm/s,Љ”»» ±Љд5sЇЌ66mm/s,Љ”»» ±Љд10s.ћљћ÷ЅЋЉ”»»ќ¬ґ»°ҐЉ”»»Ћўґ»ЇЌ‘≠ Љ„й÷ѓµ»“тЋЎґ‘їсµ√≥ђѕЄїѓЊІЅ£µƒ”∞ѕмєж¬…°£
‘—йљбєы±н√ч£Ї
£®1£©њмЋўЉ”»» «їсµ√≥ђѕЄїѓЊІЅ£µƒ÷ч“™“тЋЎ°£µЂЉ”»»Ћўґ»–°”Џ200°ж/sЈґќІƒЏ±дїѓ£ђґ‘ЊІЅ£ґ»Љґ±рµƒ”∞ѕм≤Ґ≤їѕ‘÷ш°£“тіЋ£ђ”√µзљ”і•њмЋўЉ”»»“‘їсµ√≥ђѕЄЊІЅ£ «њ…––µƒ°£
£®2£©‘≠ Љ„й÷ѓѕЄ–°ЇЌ µ±µƒ±д–ќґ» «“їіќњмЋўЉ”»»їсµ√≥ђѕЄЊІЅ£µƒѕ»ЊцћхЉю°£“тіЋ£ђ‘§ѕ»’эїрїтјд∞ќ±д–ќ≤їњ…Їц ”°£
£®3£©њЎ÷∆Љ”»»ќ¬ґ» «±£÷§їсµ√≥ђѕЄЊІЅ£µƒЅн“ї÷ч“™“тЋЎ°£ґ‘”Џ“™«уƒЌ∆£јЌ–‘ƒ№µƒµѓї…Є÷ЋњЉ”»»ќ¬ґ»”¶њЎ÷∆‘ЏAc3°ЂЊІЅ£і÷їѓ÷Ѓ«∞µƒќ¬ґ»÷ЃЉд°£
јэ15.3Cr2W8VЄ÷÷∆ЊЂґЌ≥Ё¬÷µƒЊІЅ£≥ђѕЄїѓі¶јн
3Cr2W8VЄ÷÷∆ЊЂґЌ≥Ё–ќƒ£ЊЂґЌ‘≤„ґ≥Ё¬÷‘Џ850-950°жЅђ–шґЌ—є£ђ„о÷’ є≥Ё–ќ≥…–ќ£ђ”– ±є§„чќ¬ґ»їє∆ЂµЌ£ђЋщ“‘“™«уƒ£«їЊя”–Єя“‘«њґ»ќ™÷чµƒЅ¶—І–‘ƒ№°£≤…”√—≠їЈѕа±д≥ђѕЄїѓі¶јн£ђЌ®єэ1050°жґюіќЉ”»»ігїр£ђ‘цЉ”–ќЇЋ¬ £ђ“÷÷∆ЊІЅ£≥§іу£ђЊІЅ£ґ»іп11Љґ“‘…ѕ°£600°жїЎїрЇу”≤ґ»ќ™45°Ђ48 HRC£ђ≥еїч»Ќ–‘”–ЋщћбЄя°£
…ъ≤ъ µЉщ±н√ч£ђЄ√ƒ£ЊяЊ≠—≠їЈѕа±д≥ђѕЄїѓі¶јнЇу£ђ“їіќњ…ЊЂґЌ500Љю£ђ≥Ё–ќ±д–ќ–°”Џ0.02mm°£ЊЂґЌ‘≤÷щ≥Ё¬÷ƒ£Њя≤…”√«њ»Ќїѓ»»і¶јнє§“’Їу£ђƒ£Њя є”√ЅњЉх…ў2/3°£
3Cr2W8VЄ÷÷∆ЊЂґЌ≥Ё–ќƒ£»»і¶јнє§“’»зЌЉ3Ћщ Њ°£
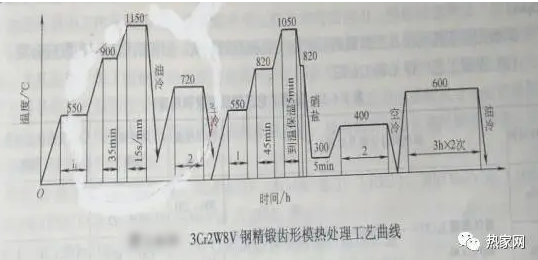
ЌЉ3. 3Cr2W8VЄ÷÷∆ЊЂґЌ≥Ё–ќƒ£»»і¶јнє§“’«ъѕя
јі‘і£Ї»»Љ“Ќш
£®∞ж»®єй‘≠„ч’яїтїъєєЋщ”–£©
∞ж»®@2017љрƒкїб љр„÷’–≈∆≥ѕ–≈÷Ѕ…ѕ÷б≥–є…ЈЁ”–ѕёєЂЋЊ Ѕ…ICP±Є19015531Ї≈-1
 –≈ѕҐ
–≈ѕҐ њмЋўЅіљ”
њмЋўЅіљ” єЎ„Ґќ“√«
єЎ„Ґќ“√«

 ЉѓЌ≈
ЉѓЌ≈
